High Efficiency Sewage Treatment Unit
High Efficiency Sewage Treatment Unit
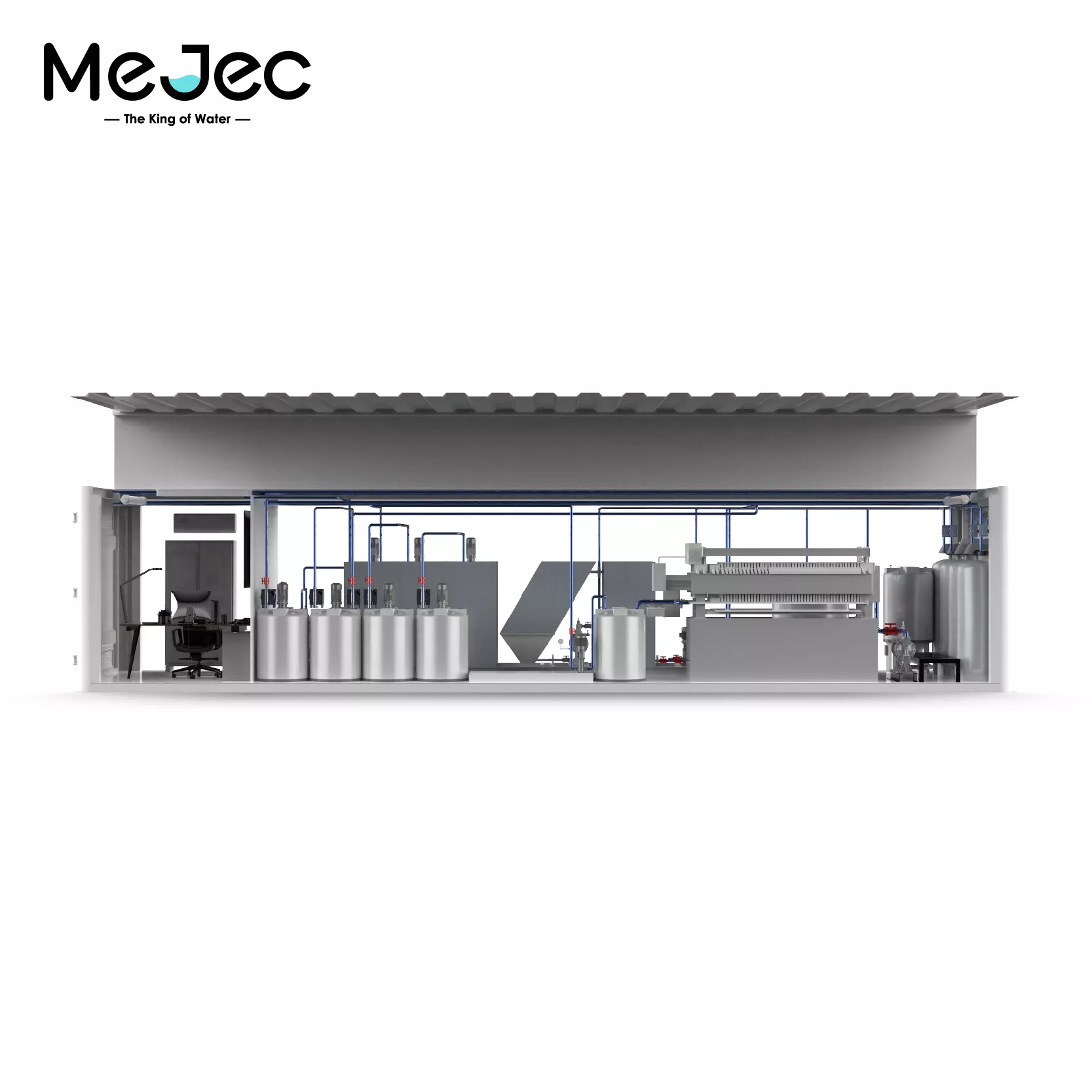
A high efficiency sewage treatment unit is a compact, advanced system engineered for the effective removal of contaminants from wastewater, surpassing conventional treatment methods. These units typically integrate processes such as Membrane Bioreactors (MBR), Sequential Batch Reactors (SBR), or advanced aerobic and anaerobic biological treatment to achieve exceptional effluent quality. Key performance metrics from industry deployments and municipal reports consistently show removal rates exceeding 95% for Biochemical Oxygen Demand (BOD) and Total Suspended Solids (TSS), with ammonia-nitrogen (NH3-N) reductions often above 90%. Units are designed for flow capacities ranging from small-scale applications of 10 cubic meters per day to large modular systems handling over 10,000 cubic meters daily. The core advantage lies in their optimized footprint, often requiring 30-50% less space than traditional activated sludge plants, while delivering treated water suitable for non-potable reuse like irrigation or industrial cooling, aligning with stringent environmental discharge standards such as the EU's Urban Wastewater Treatment Directive or China's Class 1A standard.
The operational and economic benefits of deploying a high efficiency sewage treatment unit are substantiated by verifiable case studies and performance data. For instance, installations in water-scarce regions demonstrate the capability to produce reclaimed water with turbidity below 1 NTU and fecal coliform counts under 10 CFU/100mL when incorporating ultrafiltration or UV disinfection. Energy consumption, a critical operational cost, is addressed through features like fine bubble diffusers with oxygen transfer efficiencies exceeding 30%, and smart controls that adjust aeration based on real-time load, leading to documented energy savings of 20-40% compared to conventional systems. Data from industrial park applications show consistent compliance with strict nutrient limits, achieving total phosphorus levels under 0.5 mg/L and total nitrogen under 10 mg/L. Furthermore, the modular design allows for scalability and rapid deployment, with construction timelines typically 60% shorter than for building centralized treatment infrastructure. This makes the technology a proven solution for municipalities, remote communities, and industries including food processing, pharmaceuticals, and textiles, ensuring regulatory compliance, reducing water footprint, and lowering lifecycle costs through reduced sludge production and automated operation.













.webp)









User Comments
Service Experience Sharing from Real Customers
Michael Chen
Facilities ManagerThis high efficiency sewage treatment unit has revolutionized our plant's operations. The energy consumption dropped by 30% while processing capacity increased. The compact design saved us valuable space.
Sarah Johnson
Environmental EngineerAs an engineer, I'm impressed by the unit's robust performance and consistent effluent quality. It meets stringent discharge standards reliably. Minor initial setup complexity is the only reason for not giving a perfect 5.
David Rodriguez
Operations SupervisorWe installed this unit at our resort complex six months ago. It handles variable loads effortlessly with minimal maintenance. The automation features reduced our operational manpower needs significantly.
Jennifer Park
Plant DirectorOutstanding investment for our food processing facility. The unit's high efficiency dramatically reduced our water treatment costs and environmental footprint. Technical support during commissioning was exceptional.